 Aluminum Extrusions
Aluminum Extrusions  Fabrication
Fabrication Surface Finishes
Surface Finishes Flat Rolled Aluminum
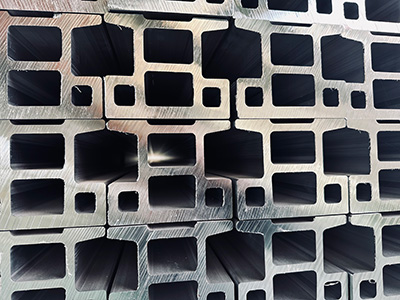
Flat Rolled AluminumExtrusion is a process in which heated aluminum billets are subjected to extremely high pressure, forcing the metal to undergo plastic deformation within the constraints of a die in order to obtain profiles, tubes, or bars with specific cross-sectional shapes. Its main characteristics are as follows:
1.1 Extremely High Production Flexibility (“Near-Net-Shape” Forming)
By simply replacing the die, products with highly complex geometries and vastly different cross-sections can be produced on the same equipment. This level of flexibility is difficult to achieve with other plastic forming methods such as rolling or forging.
1.2 Strong Triaxial Compressive Stress State
Under the confinement of the extrusion container and die, the billet is subjected to intense hydrostatic pressure. This significantly enhances metal plasticity, enabling successful forming of low-plasticity and difficult-to-deform aluminum alloys (such as high-strength 2xxx and 7xxx series alloys).
1.3 High Production Efficiency and High Material Utilization
Extrusion allows continuous production of long-length products that only require simple cutting afterward. Compared with machining, flash waste is minimal and material yield is high.
1.4 Improvement of Microstructure and Properties
Key feature: Through substantial plastic deformation, coarse second phases and dendritic structures in the as-cast microstructure are broken up, significantly refining grains and improving density and mechanical properties.
1.5 High Dimensional Accuracy and Good Surface Quality
Modern extrusion technology enables high-precision products. Due to the smooth die surface and protection from oxide films, extruded materials typically exhibit good surface finish.
1.6 Major Limitations
Non-uniform microstructure and properties: Noticeable structural gradients exist along both the length and cross-section of the product due to uneven deformation.
Unavoidable geometric scrap (butt discard): At the end of each extrusion cycle, a portion of the billet remains in the container, resulting in material waste.
High die cost and limited service life: Complex dies are difficult to design and manufacture and are prone to wear under high-temperature and high-pressure conditions.
II. Influence of Extrusion on the Microstructure of Aluminum Alloys
Extrusion is a dynamic thermo-mechanical coupled process that fundamentally transforms the original cast billet structure, exerting profound effects.
2.1 Effect on Grain Structure
Breakup of as-cast structure: Completely destroys coarse columnar and equiaxed grains formed during casting, producing elongated fibrous structures along the extrusion direction.
Dynamic recovery and recrystallization:
Dynamic recovery: At relatively low temperatures or high extrusion speeds (for example, in 6xxx alloys), dislocations rearrange to form subgrain structures. The overall structure remains elongated, but internally consists of fine subgrains. This condition provides a good balance of strength and toughness.
Dynamic recrystallization: At higher temperatures or larger deformation levels, new equiaxed grains form through nucleation and growth. Complete recrystallization softens the material and reduces strength.
Partially recrystallized structure after extrusion: Fine recrystallized equiaxed grains near the surface and elongated unrecrystallized fibrous structure in the center are commonly observed due to non-uniform deformation.
2.2 Effect on Second-Phase Particles (Precipitates and Inclusions)
Fragmentation and refinement: Coarse casting precipitates (such as Mg2Si and Al2Cu) and brittle impurity phases (such as Fe- and Si-containing compounds) are fragmented, spheroidized, and distributed in chain-like patterns along the extrusion direction under intense shear deformation.
Dissolution and re-precipitation: The high extrusion temperature allows partial dissolution of soluble second phases into the matrix. Rapid cooling after extrusion (online quenching) creates a supersaturated solid solution, preparing the material for subsequent age hardening treatments (such as T5 and T6 tempers). This deformation heat treatment effect is a key reason for achieving high strength in extruded aluminum alloys.
2.3 Formation of Strong Texture
Due to large unidirectional deformation, grain orientations become aligned, forming strong crystallographic texture. This results in pronounced anisotropy: strength and toughness along the extrusion direction are typically superior to those in the transverse direction.
2.4 Influence on Surface Layer Microstructure (Formation of Peripheral Coarse Grain Zone)
Phenomenon: In many heat-treatable extruded profiles (such as 6xxx and 7xxx alloys), a layer of coarse recrystallized grains often appears near the surface.
Cause: Surface metal experiences greater friction with the die, more severe deformation, and higher temperature rise. Additionally, strong shear deformation in the bearing area provides sufficient energy and nucleation sites for recrystallization. The coarse grain zone reduces fatigue performance and surface treatment quality (for example, anodizing).
2.5 Welding Performance
In porthole die extrusion used to produce hollow profiles, separated metal streams recombine and weld together in the welding chamber under high temperature and pressure, forming dense weld seams. With proper extrusion parameters, the properties of the welded zone can approach those of the base material.
III. Influence of Key Process Parameters on Microstructure
3.1 Extrusion Temperature
Too high: Grain coarsening, risk of incipient melting, formation of coarse grain zones, and reduction in strength.
Too low: High deformation resistance and extrusion force, risk of non-uniform structure and surface cracking, insufficient dynamic recrystallization.
3.2 Extrusion Speed
Too fast: Deformation heat cannot dissipate in time, raising the effective temperature and potentially causing coarse grains and surface overheating cracks.
Too slow: Low productivity and possible deformation non-uniformity due to temperature drop.
3.3 Extrusion Ratio (Degree of Deformation)
A higher extrusion ratio leads to more sufficient deformation, better grain refinement, and more uniform properties, but also increases extrusion force.
3.4 Die Design
Die design directly affects the uniformity of metal flow. Poor die design leads to differences in flow velocity between center and edge, causing twisting, waviness, and aggravated structural non-uniformity.
3.5 Cooling Method (Online Quenching)
Quenching rate determines the supersaturation level of the solid solution and directly affects subsequent age-hardening performance. Uneven cooling may introduce residual stress and distortion.
Summary
The core characteristics of aluminum alloy extrusion are large deformation plus hot working. Its fundamental effects on microstructure are as follows.
Positive aspects: Grain refinement, fragmentation of second phases, and solid solution formation lay the foundation for excellent comprehensive properties.
Challenges: Inevitable structural non-uniformity, anisotropy, and the formation of peripheral coarse grain zones.
Therefore, the objective of modern extrusion technology is to precisely control process parameters including temperature, speed, and cooling, while optimizing die design. By maximizing microstructural refinement advantages and minimizing non-uniformity and defects, high-performance and highly uniform aluminum alloy extruded products can be produced. This is why extruded materials are widely used in aerospace, transportation, and structural applications requiring high strength and lightweight performance.