Aluminum profile extrusion dies are typically made of H13 die steel and are subjected to high thermal, mechanical, frictional, and chemical loads. On the die bearing surface, temperatures can reach up to 600 °C, normal contact pressures are generally below 30 MPa, sliding speeds can reach 100 m/min, and the die reacts with the hot aluminum. These loads depend in a highly complex manner on parameters related to the hot extrusion conditions, such as the temperature and chemical composition of the extruded material, extrusion ratio and press speed, die design and material flow, profile shape and dimensions, etc., and lead to the following die damage: wear, cracking, fracture, plastic deformation, etc. Such damage further affects the surface finish of the profile as well as its shape and dimensions, thereby determining the service life of the die.
Nitriding is commonly employed as a hardening treatment for dies to enhance the service time of the bearing surface. However, CrN-coated dies represent a heat-treatment hardening approach with even greater hardness.
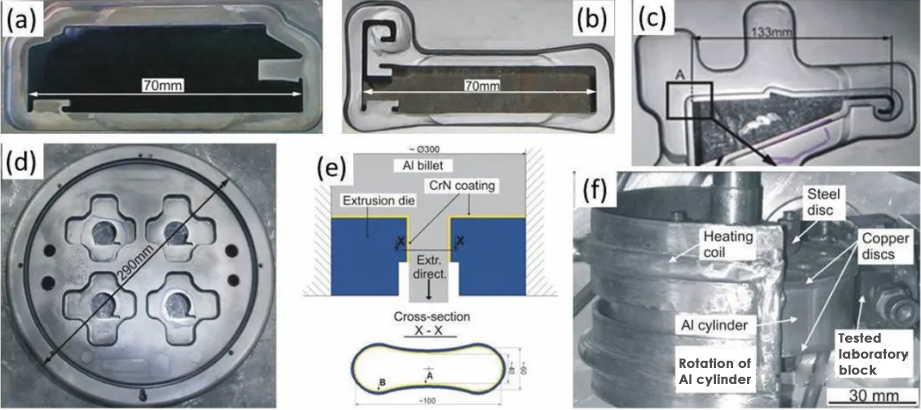
The service life and wear analysis of extrusion dies show that the acceptable service time for nitrided dies (expressed as the length of extruded profile) is at least 50,000 meters, while that for PVD CrN-coated dies is at least 200,000 meters. Wear of the dies is mainly associated with cracking at the sharp edges of the bearing surface. Comparing the service times of Die 1 and Die 2, the latter is significantly longer. Since all other important parameters such as extrusion ratio and ram speed are similar, the length of the adhesive and sliding zones on the bearing surface depends on the contact pressure, which decreases toward the outlet edge of the bearing surface. Reduced stiffness and toughness at the outlet edge lead to two types of damage. The first type refers to separation at grain boundaries of excessively nitrided outlet edges, causing local spalling. The second type refers to detachment of the nitrided layer within a range of 0.2–0.6 mm from the outlet edge. Due to high normal and frictional stresses, combined with reduced stiffness and toughness from over‑nitriding, cracks form, leading to significant adhesive material removal at the outlet edge. This suggests that slightly extending the bearing surface of Die 1 or avoiding over‑nitriding at the outlet edge could extend its service life.
(i) CrN-coated dies show significant potential for improved service life in aluminum hot extrusion, and therefore also for increasing the economic efficiency of this forming process;
(ii) Wear patterns and their occurrence times obtained from nitrided blocks in laboratory wear tests can be used to infer the prevailing contact pressure on the working surface of industrial dies. Adhesive detachment, cracking, and the propagation of raised features on the nitrided surface are typical phenomena;
(iii) The service life of nitrided dies for aluminum hot extrusion can be extended by improving die design to reduce strain rates and contact pressures along the bearing surface, avoiding over‑nitriding at the edges, enhancing the microstructural quality of the nitrided layer, selecting appropriate bearing lengths for each extrusion die and extrusion condition to avoid stress concentrations caused by mechanical loads, optimizing cavity layout, improving surface finishing, and enhancing die maintenance;
(iv) Proper die design prior to surface treatment, as well as appropriate die maintenance, are also key parameters for fully exploiting the higher wear resistance of CrN-coated dies compared to nitrided dies.

 Aluminum Extrusions
Aluminum Extrusions  Fabrication
Fabrication Surface Finishes
Surface Finishes Flat Rolled Aluminum
Flat Rolled Aluminum