
To optimize the chemical composition of the 6060 alloy for enhanced extrudability, particular attention is paid to Mg and Si, the two main alloying elements. In fact, the lower the Mg and Si contents, the higher the extrudability. According to experiments, for every 0.01 wt% increase in Si content of the alloy, the maximum extrusion speed decreases by 0.4 m/min. An equivalent effect is observed for changes in Mg content, up to about 0.55 wt%. Beyond this concentration, further increases in Mg content are even more detrimental to extrudability. Both Mg and Si contents affect the solidus temperature and flow stress of the alloy: the solidus temperature decreases, and the flow stress increases with increasing Mg and Si contents. In particular, the solidus temperature is more sensitive to Si content, while the flow stress is more sensitive to Mg concentration. On the other hand, it is well known that optimum mechanical properties can be obtained through precipitation hardening with appropriate Mg and Si contents, because the Mg:Si atomic ratio of most hardening precipitates is close to 1:1, and these two elements play a crucial role in meeting mechanical property requirements.
Two different AA6060 alloy formulations were direct-chill cast into 178 mm diameter aluminum billets at Fonderie Pandolfo in Maniago, Italy, using typical casting and homogenization parameters standard for this alloy in the industry.
Results and Discussion – Mechanical Properties
As previously mentioned, Mg content affects the extrudability of the alloy: extrudability increases as Mg content decreases. At the same time, reducing Mg content to a minimum lowers the alloy strength. Therefore, heat treatment is considered necessary to increase this property. The hardness of the 6060 alloy in the as-cast condition ranges from 27 to 47 HB. After solution treatment, a hardness of 35 HB was measured, whereas the standard EN 755‑2:2016 recommends a hardness of 70 HB. This value can only be achieved through optimized solution and aging treatments. Based on previous research, three different aging cycles were selected: two novel ones and one standard:
Standard cycle at 145–355 min,
Two‑step cycle at 190 °C for 325–355 min,
DRA 200 °C → 30 °C/h for 175–265 min.
Comparison of two different AA6060 alloys, a reference alloy (Alloy A) and a newly developed alloy (Alloy B) in which Mg and Si contents are set at the minimum values required by the standard, yields the following main results:
Alloy A, with higher Mg+Si content, exhibits better mechanical properties; after all, under aged conditions, its extrudability is poorer than that of Alloy B, leading to surface defects even at the minimum tested extrusion speed of 26 m/min. Applying the DRA 200 °C → 30 °C/h aging cycle for 175 minutes to this alloy meets the minimum mechanical property requirements, with ultimate tensile strength and yield strength being 11.8% and 22.8% higher than the minimum required values, respectively. Therefore, on an industrial scale, the use of Alloy B is only profitable when combined with the new DRA 200 °C → 30 °C/h aging cycle, achieving higher industrial productivity and interesting mechanical properties while reducing the aging time.

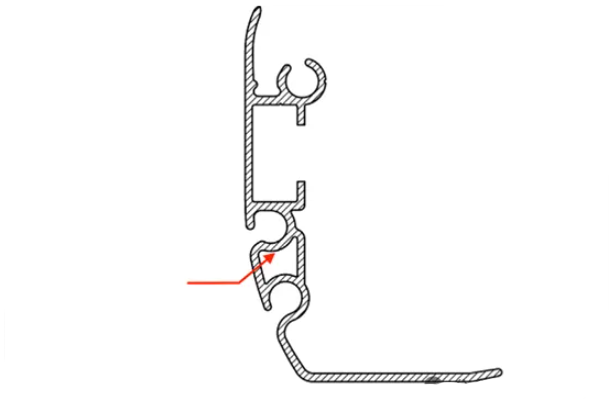
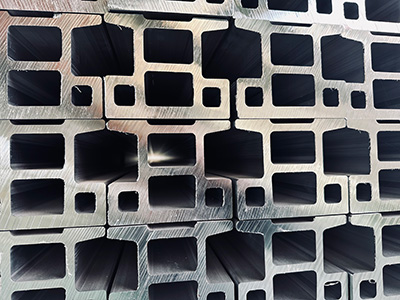 Aluminum Extrusions
Aluminum Extrusions  Fabrication
Fabrication Surface Finishes
Surface Finishes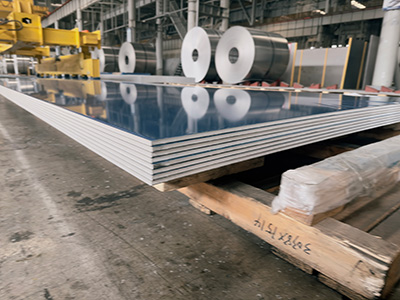 Flat Rolled Aluminum
Flat Rolled Aluminum
{kind=link}