1. Historical Background
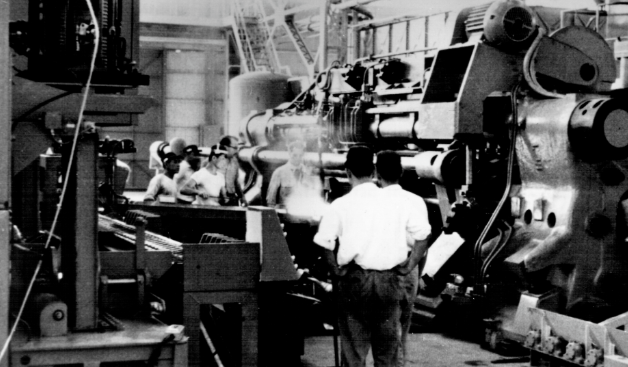
The first hydraulic press was tested by J. Bramah in England in 1810, designed specifically for extruding lead. Later, in the 1890s, A. Dick applied the same principle to alloys with higher melting points in Germany. Dick used a pressure head (or disc) separated from the ram or push rod, allowing the discard (shorts) to be ejected together with the pressure disc. This improvement was a decisive step forward in extrusion technology, as well as a breakthrough in the design, machining, and application of hot-work tool steels.
2. Overview of Metal Extrusion
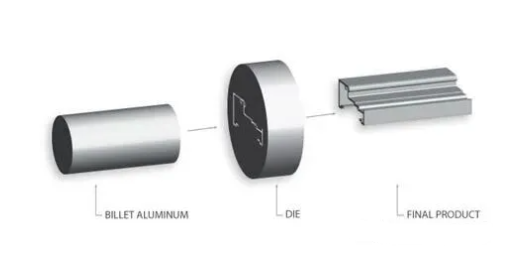
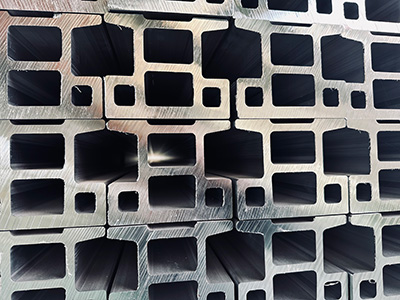
Extrusion is a metal forming process used to produce long, straight semi-finished metal products such as tubes, rods, solid and hollow profiles, and wire or cable. Extrusion is carried out at elevated temperatures using a preheated billet, with the working temperature depending on the alloy and the method.
The process involves forcing a billet previously enclosed in a container through a die (or orifice) to reduce its cross-sectional area. The extrusion force is transmitted hydraulically via a piston to an intermediate thrust head, and then to the billet. Ultimately, the axial load is applied to the tooling assembly.
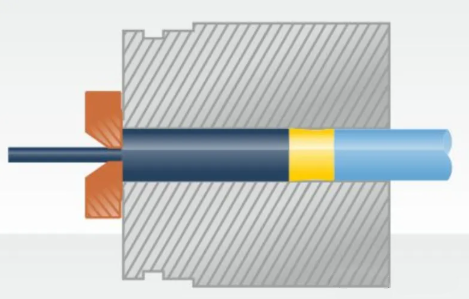
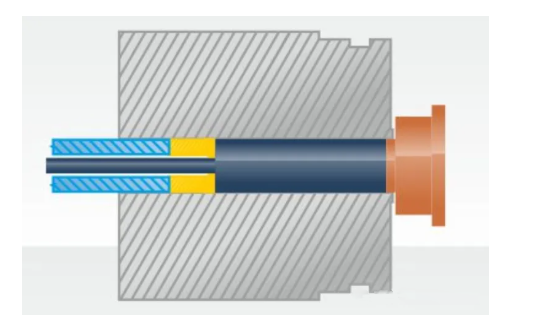
3. Direct Extrusion
In direct extrusion, the billet first expands radially inside the container. When compressed, it expands to fit the inner wall of the container, thereby reducing its length slightly. The billet is then pushed by the extrusion ram through the die. During this process, there is relative movement between the billet and the container. The main characteristic of direct extrusion is the friction between the billet and the container.
4. Axial Force during Hot Extrusion
In direct extrusion, the axial force applied to the billet consists of two components: one to overcome the friction between the billet and the container, and the other to deform the material in the deformation zone. In indirect (reverse) extrusion, there is no relative motion between the billet and the container; hence, no friction. All the applied force is used solely for deformation.
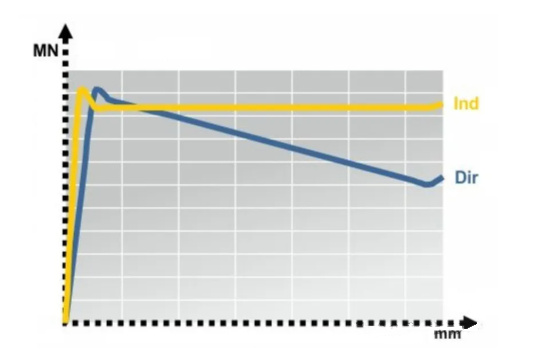
The force-stroke curve typically shows the following shape:
(1) During billet pre-compression, the pressure rises rapidly to a peak – the start of extrusion.
(2) The second stage is “steady-state extrusion.” In direct extrusion, the force gradually decreases as the billet-container friction reduces; in indirect extrusion, the force remains constant.
(3) In the final stage, the force rises sharply as the discard (shorts) is fully compressed.
5. Indirect (Reverse) Extrusion
In indirect extrusion, like direct extrusion, the billet is first pre-compressed into the container. As the piston rod moves forward, the die is pushed against the stem, and the billet is extruded through the hollow stem – the material passes through the die orifice into the interior of the hollow stem. During extrusion, the billet and container move together as a single unit, with no relative motion between them.
The characteristic of indirect extrusion is the absence of friction between billet and container. Moreover, the uniform material flow in indirect extrusion prevents the formation of extrusion end defects (also known as “core” or “pipe”).
6. Specific Pressure
Specific pressure is defined as the pressure acting on the container liner, calculated by the formula:
Ps = Fp / Ac
Where:
- Ps = specific pressure
- Fp = force applied by the press
- Ac = cross-sectional area of the container bore
7. Extrusion Ratio
The extrusion ratio is one of the main variables affecting the required extrusion force. It is defined as:
ER = Ac / Ae
Where:
- ER = extrusion ratio
- Ac = cross-sectional area of the container bore
- Ae = cross-sectional area of the extruded product
 Aluminum Extrusions
Aluminum Extrusions  Fabrication
Fabrication Surface Finishes
Surface Finishes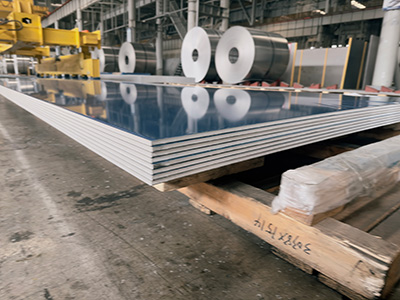 Flat Rolled Aluminum
Flat Rolled Aluminum