
The material most commonly used for extrusion stems is high-quality forged AISI H-13 (1.2344) hot work tool steel and forged tool steel. The stem is heated to the austenitizing temperature, quenched, and tempered to achieve a hardness in the range of 415-460 Brinell (Rockwell C44-48). Its strength depends on its sustained hardness at operating temperature and on the absence of internal stresses.
Function of the Extrusion Stem
The extrusion stem must operate repeatedly and continuously under very high compressive loads. Therefore, it is essential that it remain perfectly aligned over its entire stroke length. Alignment should be checked weekly.
Because of the high pressure endured by the extrusion stem, the load must be applied uniformly. Non-uniform loading will eventually lead to bending or fracture. This can be caused by various reasons, such as improper installation, platen deformation, or press misalignment.
As noted above, these conditions must be carefully avoided, as catastrophic fracture of the extrusion stem may occur.
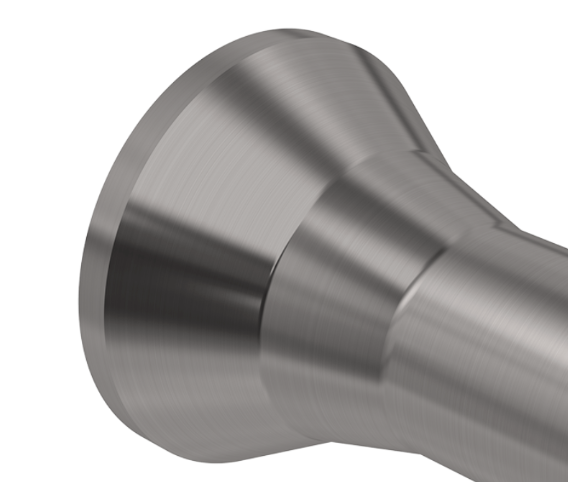
Generally, a bayonet coupling is used for the extrusion stem, allowing quick and safe locking of the extrusion head onto the stem. Compared with conventional screw-type or rod-type couplings, changing very hot blocks is much easier and faster. Auxiliary stabilization studs are used to prevent lateral movement on newer presses where alignment is not an issue. Care must be taken during the design and machining of the bayonet coupling in the extrusion stem to avoid potential stress risers that could lead to breakage.
Maintenance of the Extrusion Stem
The extrusion stem should be subjected to periodic stress relief, depending on the size of the press and the number of thrusts.
An existing extrusion stem can be adapted to a bayonet system by attaching a spacer pad. The extrusion stem threads are cut and machined into the bore to attach the studs. It is important that the faces of the extrusion stem and the spacer pad match exactly and have no gap. A dowel pin must be installed across the diameter of the extrusion stem/spacer pad to prevent rotation. If a gap appears between the extrusion stem and the spacer pad, the studs will bear the full pressure of the ram, the threads will become dirty, and it will be extremely difficult or impossible to remove the studs.
The extrusion stem should be placed vertically in an oven and heated to 1000 deg F (540 deg C) at a rate not exceeding 100 deg F per hour (55 deg C per hour). It should then be held at this temperature for one hour per inch (25 mm) of stem diameter. Remove from the oven and allow the extrusion stem to cool in still air at room temperature.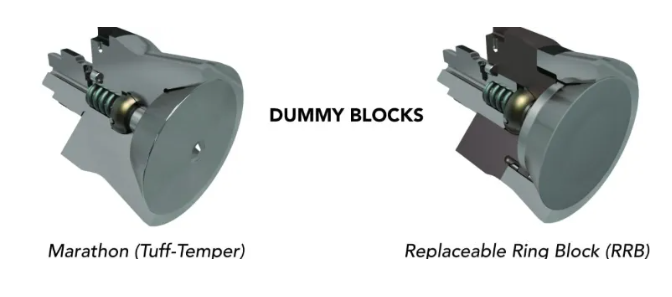
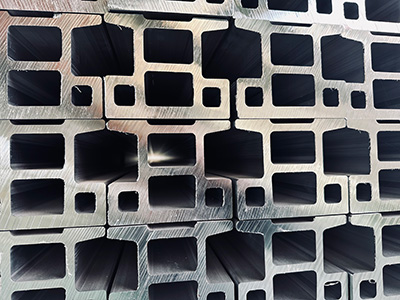 Aluminum Extrusions
Aluminum Extrusions  Fabrication
Fabrication Surface Finishes
Surface Finishes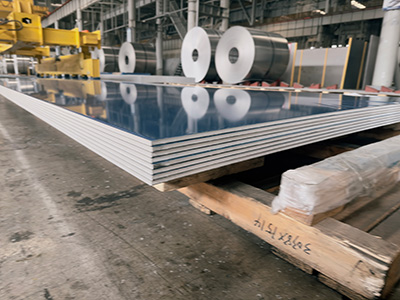 Flat Rolled Aluminum
Flat Rolled Aluminum