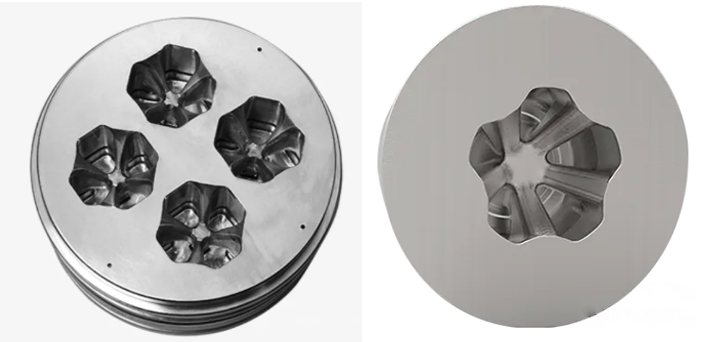
Arch Extrusion Die
The Dome Extrusion Die is a special die technology developed specifically for hollow profile extrusion. Its main feature is the convex die bridge design on the mandrel. Compared with conventional structures, the contact area between the die and the aluminum billet is significantly reduced. This design greatly minimizes friction between the billet and the die during extrusion, allowing the aluminum to reach the bearing area at a lower temperature than with traditional dies.
Its application has demonstrated numerous advantages, including improved surface quality, higher extrusion speeds, reduced defects caused by the “bending effect” on thick-wall profiles, and increased hourly productivity.
Advantages:
• Reduction of bending effect: up to 30%
• Output per hour increased by up to 30%
• Higher extrusion speed

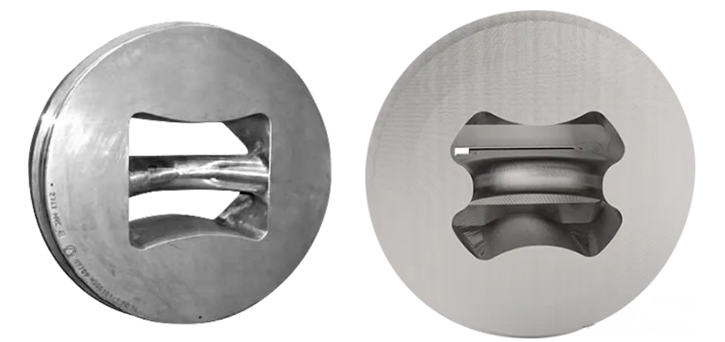
Inverted Cone Extrusion Die
The Inverted Cone Extrusion Die is designed for multi-void profiles with very thin walls, which are normally difficult to feed and limited in extrusion speed. Its structure is based on a conical die bridge that is strongly fixed externally while narrowing in the internal area. Compared with conventional designs, the mandrel height is reduced by 30–40%.
This conical structure allows the extrusion pressure drop to be reduced by at least 20–30 MPa, which benefits profile welding because it eliminates the need for a high welding chamber. High welding chambers may compromise mandrel stability during extrusion.
This design has also been successfully tested on hard alloys such as 7082 and 7003, where friction is extremely low and mechanical performance remains unaffected. The die structure guarantees higher hourly productivity without compromising the surface quality of the extruded profile.
Advantages:
• Extrusion working pressure reduced by 20–30 MPa
• Production speed increased by 20%
• Easier extrusion of multi-void profiles
Multi-Step Short Bearing Extrusion Die
The main characteristic of the Multi-Step Die is its welding chamber, which is subdivided into multiple steps ranging from a minimum of 3 to a maximum of 9 stages.
The die bearing length generally ranges from 2 mm to 4 mm, reducing friction by up to 50% because the profile is formed progressively through these steps. By minimizing friction, extrusion speed can be increased while maintaining die stability.
In profiles with highly irregular wall thicknesses, conventional die designs often lead to surface color inconsistency caused by uneven billet flow. Tests have shown that the Multi-Step Die significantly reduces such surface defects due to its special structure.
Advantages:
• Extrusion working pressure reduced by at least 30 MPa
• Improved die stability during extrusion
• Production speed increased by 25–30%

Single Radius Extrusion Die
This special die structure was developed for hollow profile extrusion. It features a forward taper on the mandrel and a spherical shape at the base of the supporting legs.
The solution was first applied to single-leg die structures to solve the “bending effect” issue on extruded profiles, and was later successfully adopted for other structural designs as well. Excellent results have been achieved in reducing friction generated as the billet flows through the die.
Advantages:
• Reduced extrusion working pressure
• Increased extrusion speed
• Improved profile surface quality
Butterfly Extrusion Die
The Butterfly Die™ improves material flow by positioning the die bridges in an optimized way. This design opens the billet feed path and better supports the flow differences required by the profile geometry, improving both external and internal metal flow distribution.
As a result, significant improvements are achieved in die performance, profile shaping, and aluminum flow behavior during extrusion.
Advantages:
• Better prevention of die bridge deflection
• Reduced elastic deformation of the mandrel
• Lower billet impact pressure
• Reduced temperature and working pressure
• Extrusion speed increased by up to 50%, improving overall production efficiency

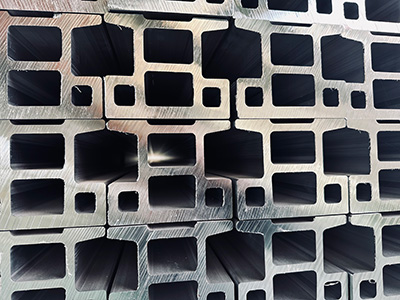 Aluminum Extrusions
Aluminum Extrusions  Fabrication
Fabrication Surface Finishes
Surface Finishes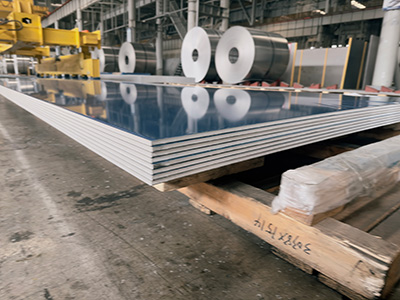 Flat Rolled Aluminum
Flat Rolled Aluminum